When making CNC machined parts, it is important to first figure out the best way to load and hold the workpiece. This step comes before plotting the tool path, and plays an important role in the process.
Workholding and loading are crucial aspects of the CNC machining process. Your workpiece is only going to be as good as how well it stands and stays steady on the work surface of your machine. As such, machinists and engineers have come up with a plethora of solutions for keeping the workpiece stable.
In this article we’ll look at some of the most prominent methods for workholding, evaluating their respective pros and cons.
T-Slots
Crucial to the workholding, T-slots provide a T-shaped cutout where the crossbar of the T is on the underside of the table or within the table itself. This allows a nut to fit into the slot to provide a movable location for inserting a bolt or clamp.
There are many different types of clamps, and each has their own set of pros and cons.
Gluing
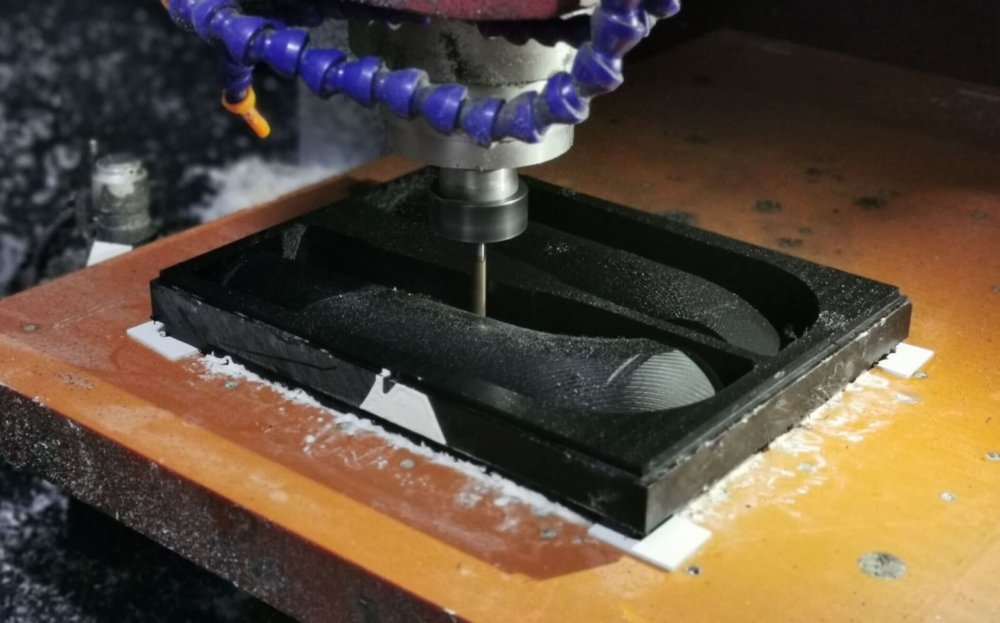
Adding a bakelite block to the working table is a popular method of workholding, especially for prototype machining. Workpieces can easily be glued to the bakelite table, and most Chinese prototyping companies do it in this way.
Gluing is still a very easy and popular solution for workholding. It can be useful for both flat and irregularly shaped materials. It can potentially offer a higher degree of strength than carpet tape while eliminating the need for workholding tabs. Removing parts from the bed will require a paint scraper or manual peeling. Glues are particularly useful for prototype machining and plastics.
Applying glue properly requires laying down even layers so as to keep the workpiece level. It is a quick, cheap and effective workholding option, but it works differently depending on the material being used. For example, hot glue will sometimes take chunks out of materials like foam and wood. The best way to prevent damage is by applying glue selectively and putting it in areas that are not aesthetically or functionally important, or used in thin layers which will be easy to remove.
Similarly, glues will harden on metal quicker. When processing metals, one way to avoid hardening the glue too quickly is to put the material on a non-metallic wasteboard secured to the bed. The material should be on top, so that the glue has a chance to stick to both surfaces as opposed to hardening on its own.
Pros: Multiple pieces can be glued to the table in one go, which is less work for operators. It is an efficient method for creating plastic or aluminum prototypes.
Cons: There is a chance that the workpiece will peel off. It is also possible to damage the parts when taking them off.
Bolting

Bolts are a great way to hold the workpiece down for machining by using the T-shape table directly. Frankly, adding an aluminum block is even a better idea, because it is easy to create thread holes wherever needed. Thread holes go hand in hand with clamps and allow for better leveling and stability.
Items used for bolting materials down include T-nuts, studs and flange nuts. Bolts and nuts can be particularly useful if a work surface has threaded inserts instead of T-slots. In these cases, bolts can be threaded into the inserts to hold clamps of various designs, keeping them in place.
Pros: Bolting is a very stable way to hold the workpiece, which you can then cut very forcefully. Complex geometries won’t be a problem to hold.
Cons: Using bolts requires extra material to be used as a frame. The material wasted can be critical when machining large-volume parts, and loading time are significant. When cutting parts from the frame, hinge marks can present a problem.
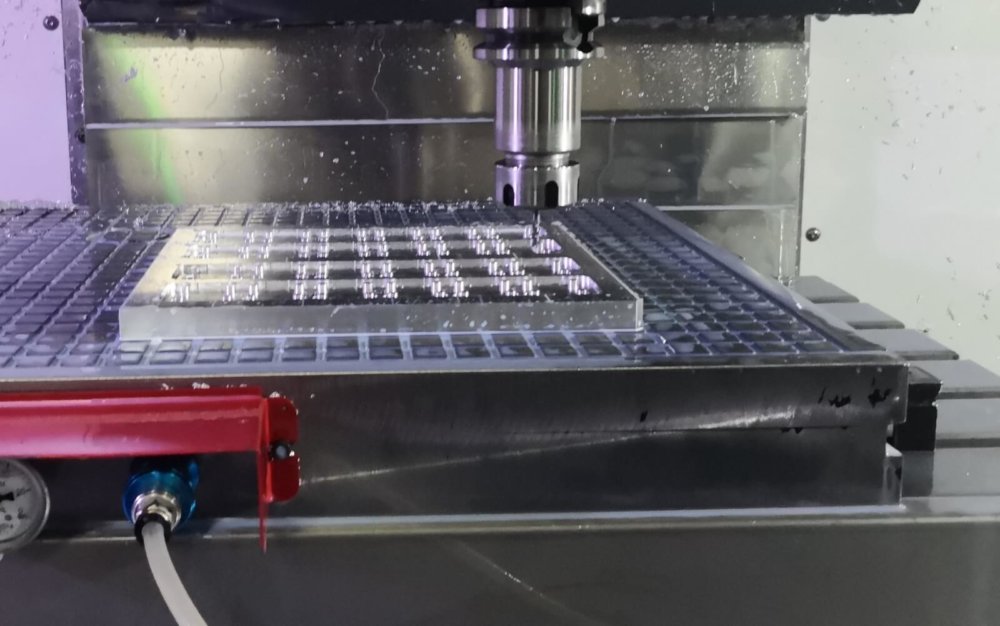
Vises

Machinists frequently use vises as their standard method when securing workpieces. Vises usually hold the piece from the ends, fastened in between two jaws, as the tool processes the material. They are particularly useful for those pieces that have straight edges, but they can be adapted for ones with rounded edges as well.
Depending on the type of vise, processing rounded edges may require the help of soft jaws, which can be milled to support the workpiece. Modern vises are designed with a quick-switch base, allowing the machinist to load the workpiece from the CNC machine. When the parts are done, the next batch can be loaded up quickly. Vises are also the preferred option in our CNC workshop.
Pros: Vises allow for cutting at high speeds and make it easy to locate the workpiece when making repeat parts. They are an efficient way to make large-volume CNC parts. You can also put several vises on the CNC machine to make different parts in one go.
Cons: Parts must have a regular geometry with parallel surfaces. Otherwise, custom jaws are required.
Clamps

There are several types of clamp that can be used for workholding during CNC machining. They include combination clamps, pliers and C-clamps.
The combination clamp or “building block clamp” consists of a series of components with standardized designs, different functions, different specifications and sizes. These machine tool clamps can be assembled much like building blocks, in accordance with the processing requirements. Due to its nature, the combined clamp is very time-efficient in terms of designing and manufacturing, and it therefore suits small-batch production and machining cycles. The combined clamp also has the advantages of high positioning accuracy, large clamping flexibility, repeated use, energy and material saving, as well as low use cost. It goes well with small production runs that require slightly complex shapes.
Another advantage of clamps is their ability to improve on the specific components and replace them based on the specific requirement of the workpiece. For example, using combined precision flat pliers can yield more versatility, higher standardization, easier usage and more reliable clamping. This type of precision flat plier has the advantage of quick and easy installation and clamping. It can shorten production preparation time and improve small-batch production efficiency.
Simpler clamps like C-Clamps can be easily found in hardware stores. These are cheap and easy to use but their simplicity can have drawbacks. Getting the material clamped on only one side can sometimes cause it to lift up on the opposite side, so it’s important to ensure the material is flat before machining it. Similarly, cutting pieces and parts out of the material can be tricky, requiring multiple clamps and probably other means of securing the material as well. For more heavy-duty projects, different types of clamps are preferable for making the workflow easier.
Other ways to improve these clamps include using a smooth clamp base or using specialty magnetic materials. The latter is used for Electromagnetic permanent holding clamps, which can be useful for improving the machining efficiency of CNC machine tools and machining centers. The positioning components and clamping elements of conventional clamps can take up a lot of space, but since the electromagnetic permanent clamps use magnetic forces inherent to the material, they do not have these space-consuming components. This can save a lot of hassle for various machining operations and minimize obstructive parts that may get in the way of the machine tool. However, one must take care in ensuring that the suction force of the magnet is good enough to resist the cutting force.
Hydraulic and pneumatic clamps use additional power sources to properly position, support and compress the workpiece through hydraulic or pneumatic components. As a result, they can accurately and quickly determine the mutual position, adjusting the workpiece for the machine tools and the cutting tools. They can also bring other advantages such as a compact structure, multi-station clamping, high-speed heavy cutting and automatic controls, all of which speed up material processing. This gives them that additional utility that makes them ideal for CNC machine tools, machining centers and flexible production lines.
Vacuum Tables
Vacuum tables hold down the workpiece by generating a hold-down force — caused by the difference between a vacuum under the part and atmospheric pressure pushing down from above. Vacuum tables are often the best solution for the flat sheet work done on CNC routers.
These tables can be very accurate, flexible and efficient. They are adaptable to a wide range of materials, and are particularly useful for materials that are not clampable (such as high-tech composites or advanced synthetic materials). They can also minimize obstructions in ways that clamps and other solutions cannot while also making setup and changeover far more efficient.
Vacuum tables do have their downsides, however. A vacuum table is best for flat pieces of material, as parts with different geometries require extra preparation. Certain small parts also may not have enough surface area for the vacuum to hold them, though more advanced types of vacuum tables that have a more uniform or focused downward pull can manage these items.
Pros: Vacuum tables have a very fast loading time and are suitable for non-clampable materials.
Cons: Most vacuum tables are only suitable for simple, flat parts.
Magnetic Tables
Magnetic tables use a magnetic use a magnetic base to hold workpieces made from suitable metals. They are a popular solution for the moldmaking industry, since most mold cavities are made from steel. However, they are also used on steel workpieces for general CNC machining operations.
Most magnetic tables are electromagnetic, so the magnetic force can be stopped when machining is complete. They allow for fast setups and, since there are no physical clamps or other devices required, they allow for excellent cutting tool access. They are suitable for light or heavy machining, though they cannot be used on nonmagnetic workpieces such as those made from aluminum.
Pros: Magnetic tables allow for total cutting access and can be set up quickly. They are also highly safe and secure.
Cons: Magnetic tables can only be used on magnetic metals, limiting their use in an aluminum-dominated area of manufacturing.
Custom Jigs
When milling large-volume parts, standard workholding methods may not be sufficient. If this is the case, it may be worth making custom jigs in order to CNC machine the parts. Shaving off seconds can make a big difference during mass production.
Jigs can guide the tool path and vastly improve product quality, but they are only necessary when absolute stability is needed. The workpiece is typically slid or dropped into the jig and held in place with one or two quick clamps.
There are distinct advantages to custom producing jigs for workholding, and they can be made in different ways. Jigs that require high stiffness and tight geometric tolerances may be best made using CNC machining, while a fixture designed to conform to a curved part may be easier to produce via FDM or SLS 3D printing.
Pros: Custom jigs can be tailored for extra large or irregular workpieces, reducing setup times and guaranteeing stability.
Cons: Lengthens turnaround times and increases expenditure. The jigs won’t fit other common parts.
3ERP will continue to share its knowledge of CNC machining. If you want to know more about our CNC machining capability please review our CNC machining services.