



Combine with CNC and Other Methods
Global Delivery in 2-3 Weeks
If you are looking for an extrusion profile cut in a certain length and the volume you require is high, you should definitely go with an extrusion company directly. There are lots of extrusion companies dealing with high-volume production. Though, these companies are not willing to handle low-volume aluminum & plastic extrusion projects, unless you are one of their VIP customers. so it is very difficult get prototype aluminum extrusions & prototype plastic extrusions. At 3ERP, we have solid partners for short run custom aluminum extrusions & short run plastic extrusion services. They take good care of our projects, both in quality and lead times. We also routinely do quality control on your project before shipment.
Compared with traditional extrusion companies, we have a large amount of CNC machines, so we can do precision post-machining in house.

We offer custom aluminum extrusion profiles, and we can combine extrusion with other manufacturing methods such as CNC milling, turning, and bending to make the final parts.

Most extrusion companies set very high MOQs. 3ERP doesn’t, so we are the best choice for lower volumes. One-off prototype extrusions or a few hundred units? No problem.

If you don’t want to wait 30+ days to get your extrusion mold and profiles manufactured, come to us! We can finish everything in half the industry-standard time or even less.
Plastic materials include polystyrene, nylon, polypropylene, and polythene. These are thermoplastics: they are heated and then pressured in a mold which can form them into different shapes and sections.
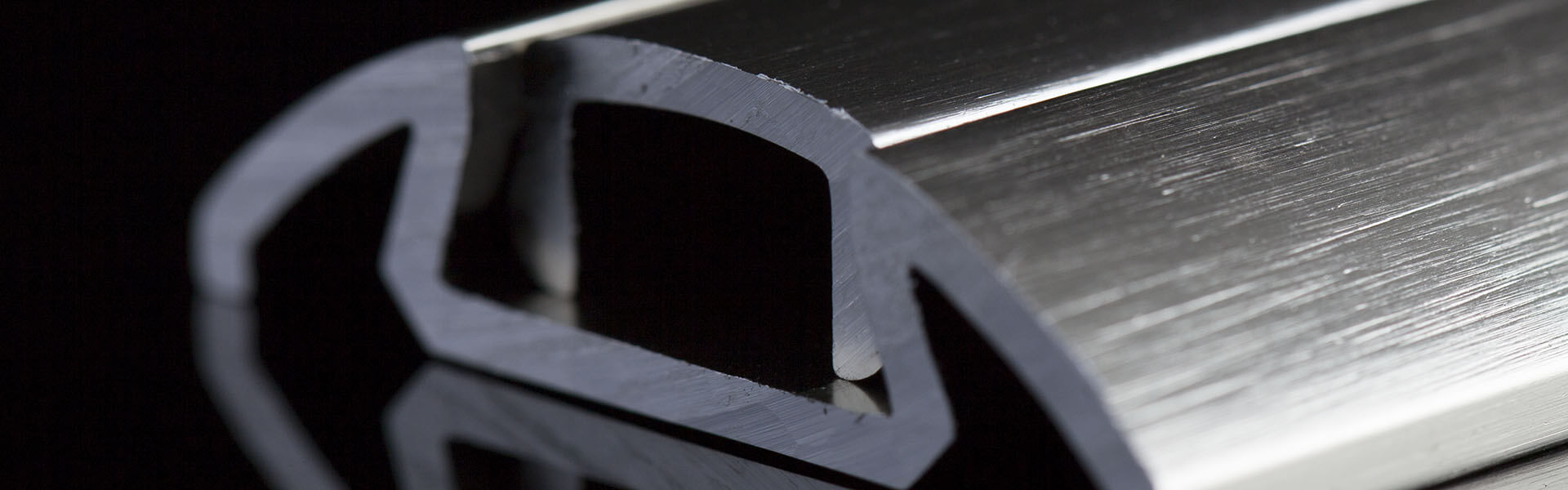
Aluminum extrusion is defined as the process of shaping aluminum material by forcing it to flow through a shaped opening in a die. Aluminum material emerges as an elongated piece with the same profile. Alloys we commonly work with include: 6061, 6063.

Aluminum extrusion is the process of shaping aluminum material by forcing it to flow through a shaped opening in a die. When extruded in this way, the aluminum material comes out of the die as an elongated piece with a continuous cross-sectional profile, and this profile can be highly complex and detailed. For non-specialists, an easy explanation of extrusion is to think about how pasta shapes or Play-Doh are made. In both cases, dough is fed into a chamber, pressure is applied by turning a crank or handle, and strands of the stuff are squeezed out of a small hole. Changing the attachment for this hole affects the cross-section of the strands, giving you the choice between e.g. tagliatelle, penne, or something else.
Of course, aluminum billets aren’t quite as malleable as pasta dough, so the aluminum extrusion process requires a lot of force — typically via huge amounts of hydraulic pressure — and, in some cases, the application of heat.
The aluminum extrusion process can be carried out in one of two ways: hot extrusion or cold extrusion. There are reasons to use both methods. Hot extrusion allows for greater volumes of aluminum to be fed into the die, quickly and at lower pressure, while cold extrusion can produce mechanically superior parts with a good surface finish and resistance to oxidization.
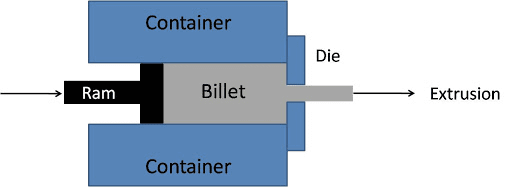
To extrude aluminum via the hot extrusion process, aluminum billets must first be cut to an appropriate size. They are then heated in an oven to a temperature between 300 °C and 600 °C, making the metal supple but not liquid.
When the cut aluminum billets are heated, a ram powered by hydraulic pressure forces them into the die, which may have a standard aperture (i.e. a round or square hole) or a custom-made profile. A huge amount of pressure — around 10,000,000 pounds — is required to force the heated aluminum through the die.
The extrusions are then cooled on a cooling table, before being cut into lengths according to the customer’s demands. Heat treatment can also be applied to harden the aluminum.
Custom aluminum extrusion profiles can be cut to any 2D cross-sectional shape. However, there are several standard aluminum extrusion profiles suitable for many projects, including extruded aluminum bar and extruded aluminum channel of various forms.
Standard profiles include:
Profiles also come in standard sizes and series. These include:
Standard aluminum extrusion profiles (like extruded aluminum channel or extruded aluminum bar) are typically mass manufactured by extrusion specialists; if you need large quantities of standard extruded aluminum profiles, you are better off using the services of one of these companies.
However, for custom aluminum extrusion profiles with a nonstandard aluminum extruded shape, 3ERP may be a better option. That’s because we accept low-volume extrusion orders — for prototyping and small batch production — allowing you to experiment with custom profiles.
In addition to creating custom aluminum extrusion profiles using custom dies, we can combine extrusion with other manufacturing processes (like CNC machining) to produce custom final parts. This can allow us to make parts faster and more affordably, especially if the majority of the part has a consistent cross-section.
Example operations:
Creating a custom extrusion, then using a CNC mill to add details, holes, or threads.

Creating a round extrusion, then using a CNC lathe to add taper or other features.

Creating a custom extrusion, then adding text or other engraving with a laser cutter.
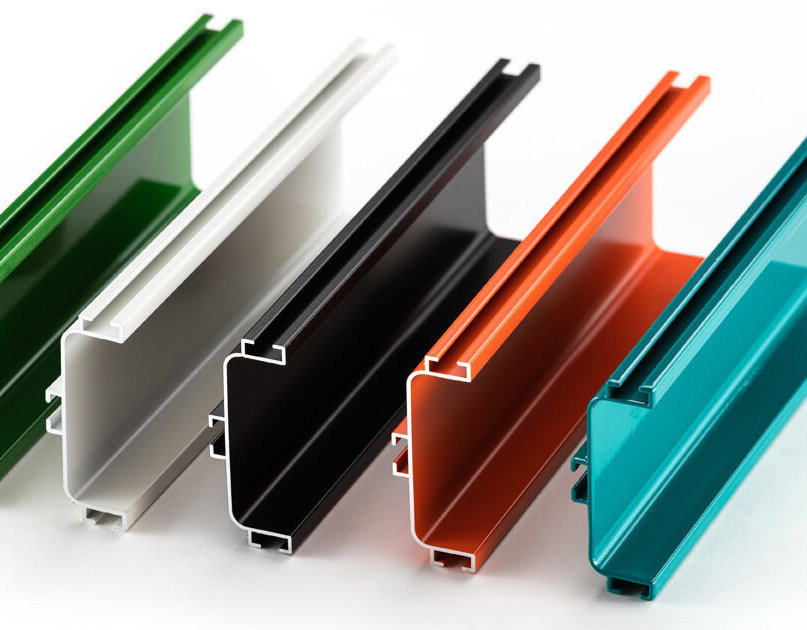
Aluminum extrusion is used to mass produce lots of non-cosmetic parts like tubing and frames, where finishing may not be especially important. However, custom aluminum extrusion is also used to produce high-value products which may benefits from the addition of color, text, logos, and other finishing procedures.
Suitable surface finishing procedures for aluminum extrusion include:
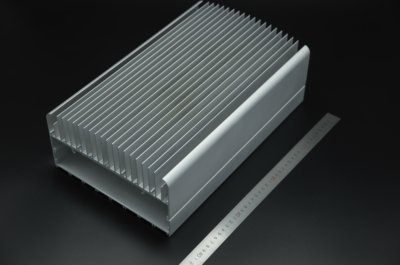
Aluminum extrusions are used in heavy industry, aerospace, the food industry, and elsewhere. Common aluminum extrusions include extruded aluminum heatsinks and profiles for tracks, frames, and rails.

We specialize in low-volume manufacturing. If you require a small to medium-size order, other companies may not accommodate your needs.
Our most commonly used alloys are 6061 and 6063, which contain high levels of magnesium and silicone. Both are highly corrosion resistant.
You may specify a different aluminum alloy, and we will review the feasibility when providing you with a quotation.
We have a selection of trusted extrusion partners who fulfill our orders, but 3ERP will do post-machining and check the parts before shipment.