
Liquid Silicone Rubber Molding
Low-Volume and Mass Production in One Place
Start With A Free Project Review
Liquid silicone injection molding
Injection molding is the most common manufacturing process for plastic parts, and most molded plastic parts are made from thermoplastics—as explained on our plastic injection molding services page. But injection molding can also be used to make parts from thermosets such as liquid silicone rubber (LSR).
Liquid silicone injection molding provides an excellent way to manufacture pliable, impact-resistant, temperature-resistant parts in large quantities. It involves the mixing of a two-part silicone solution before molding, one half of which contains a platinum catalyst that enables the silicone to cure into a solid.
Injection molding liquid silicone enables us to produce many useful parts—gaskets, kitchen equipment, overmolded components, and much more—for a diverse range of customers.
Why choose 3ERP silicone injection molding services?
Faster Testing & Production
We offer quick turnaround times as fast as 15 days or more for your prototypes. Perfect for testing functionality or manufacturability before investing in mass manufacturing.
Experienced Engineers
After handling thousands of projects, our mold engineers have the experience to determine the right parameters immediately, no matter what type of parts they come across.
Advanced Facilities
We use imported and top brand local injection molds in order to make the most precise and high quality molding in as little time and cost as possible.
Unlimited Capacity
Access a full range of other facilities from our network partners without any interruptions. Injection machines from 10 tons to 1000 tons are ready for your orders as needed.
Affordable Durability
Whether it's for rapid tooling, mass production tools, or end-use silicone moulds, we will work to provide the best solution for you that is cost effective while still providing tight tolerances.
Rapid Delivery
Whether you need a few samples or mass production, our global delivery will give you high quality products and customer service in as little as 15 days, without breaking the bank.
Advantages of liquid silicone injection molding
Liquid silicone injection molding combines two sets of benefits: the high-quality, high-volume production capabilities of injection molding, and the elastomeric material properties of liquid silicone rubber. Key advantages include:
- Efficiency: The mold injection process is highly efficient, enabling the fast production of large orders.
- Detail: The high pressure of injection ensures that liquid silicone reaches every crevice of the mold before curing—even more effectively than a melted thermoplastic.
- Increased design freedom: Silicone parts do not need to be uniformly cooled and are easy to remove from a metal mold, enabling greater design freedom.
- Material properties: Silicone parts have excellent thermal, chemical, and electrical resistance, as well as a low compression set.
- Affordability: Fast and efficient production ensures a low cost per part. Liquid silicone rubber works particularly well with low-cost aluminum molds, further reducing costs.
- High-volume production: Injection molding can facilitate high-volume production of silicone parts into the millions.
Limitations of liquid silicone injection molding include the non-reformability and non-recyclability of thermoset parts, the high up-front cost of tooling (which can result in a high cost per part when dealing with low volumes), certain design restrictions, and the extra time needed to mix the two liquid components.
Applications of liquid silicone injection molding
Automotive
Injection molded silicone has many uses in the automotive industry, largely down to its excellent temperature resistance, which enables it to function close to engines and other heat sources.
Common auto parts made from silicone include single-wire, radial, and flange seals; connectors; assemblies; electronic covers; and A/C vent cushions.
A more visible application is the soft edge of a windshield wiper blade: silicone is an ideal material because it does not scratch the windshield surface. Liquid silicone blades also last longer than traditional rubbers, since they do not degrade over time with sunlight exposure.
Medical
Liquid silicone injection molding is a valuable process for medical applications. This is due to its excellent biocompatibility—it is safe to use for extended periods of time on human skin—as well as its softness and flexibility.
Injection molded medical parts can include drug delivery systems, fluid management systems, biotechnology components, seals, catheters, respiratory masks, lenses, and covers for electronic medical devices.
Industrial
The suitability of injection molding liquid silicone for parts like seals and gaskets contributes to its popularity in industrial settings. Other common silicone parts for industrial applications include strain relief devices and grommets.
These molded parts are durable and offer good UV resistance, chemical resistance, and temperature resistance.
Consumer products
Liquid silicone injection molding can be used to make consumer products like kitchenware, wristwatches, wearable technology, toys, pacifiers, and baby bottles.
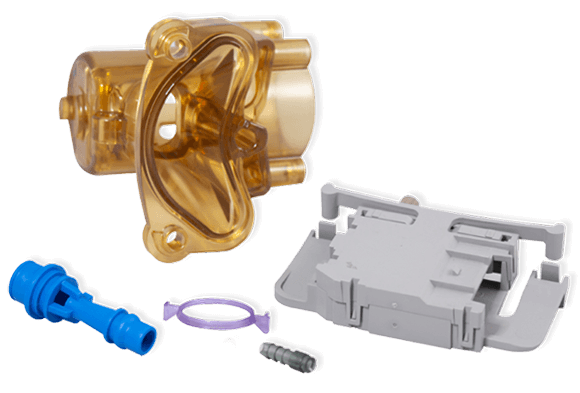
Overmolding with liquid silicone
One of the most important uses of liquid silicone injection molding is overmolding, in which rubber parts are combined with rigid parts made from thermoplastics. This is particularly useful for adding shock-absorbing silicone skins to electronic devices, adding ergonomic soft handles to manual tools or toothbrushes, and for various other applications.
The process involves using a solid thermoplastic component as a substrate, and molding silicone on top of it. It can be carried out in two ways:
- Double-shot molding: injecting thermoplastic into a mold, letting it cure, then injecting silicone into the remaining space and letting it cure.
- Insert molding: placing a pre-made thermoplastic component into the mold, then injecting silicone into the mold.
Silicones do not typically bond chemically with thermoplastics, so a connection can be achieved by incorporating undercuts or protrusions into the design, allowing the two sections to “lock” together.
Read more about creating complex parts with overmolding and insert molding.

Special considerations
Part design
Liquid silicone injection molding has a slightly different set of design requirements to thermoplastic injection molding. Fortunately, design rules are less strict for silicone parts than thermoplastics.
Because silicone is flexible, it is quite easy to remove from a metal mold. This means designers don’t need to consider ejector pin placement—the part can lifted manually from the mold—and can be more loose with draft angles. Additionally, the shear thinning nature of liquid silicone means it flows easily to all areas of the mold, reducing the need for highly consistent wall thicknesses. Silicone parts can also be thicker than thermoplastic ones.
Another design opportunity afforded by liquid silicone injection molding is the potential for protruding undercut sections. Since the material is soft and pliable, the part—and its irregular protrusion—can often be pulled out of the mold without the need for a side-action.
On the other hand, a limitation of liquid silicone injection molding is its tendency to cause flash: the viscosity of the liquid means it can easily leak at the parting line. It is important to ensure that tooling is properly sealed to mitigate this problem.
General rules to follow include:
- Short parting lines to minimize effects of flash
- No draft necessary for very shallow parts; one degree per 2.5 cm otherwise
- Gates should be placed on underside / in non-visible areas
Metering and mixing
Unlike thermoplastic injection molding, liquid silicone injection molding requires the two components of the silicone, one of which contains the platinum catalyst, to be pumped out in a constant ratio using a metering unit, then combined with a static or dynamic mixer.
Temperature
During the thermoplastic injection molding process, a solid thermoplastic is melted into a liquid, injected into the mold, then cooled to turn it back into a solid.
But liquid silicone works in the opposite way: it is liquid at room temperature, and once it is injected into the mold, the mold is heated to accelerate curing. (To prevent the liquid silicone curing before it reaches the mold, manufacturers may use a cooled runner and sprue system.)
Customers need not pay too much attention to this fact, but they should bear in mind that experienced providers of silicone molding—as opposed to thermoplastic specialists—will be better prepared to facilitate the process and mitigate potential issues like flash.
Alternatives
There are ways to create silicone-like parts without liquid silicone injection molding, by using an alternative process and/or material.
From a process perspective, the closest alternative is the injection molding of thermoplastic elastomers (TPE) or thermoplastic vulcanizates (TPV): these are pliable, impact-resistant plastics that are melted, injected, and solidified like other thermoplastics. An advantage of these materials is that they do not require metering and mixing. But although they have elastomeric properties, TPE and TPV are subject to theromoplastic weaknesses such as degradation in sunlight, and may not be suitable for certain medical applications.
Beyond injection molding, TPE is one of a handful of materials that can be made into a flexible 3D printing filament: a material used to additively manufacture rubberlike parts. TPU is another such material.







