Milling has been the favorite manufacturing process for metalworkers since the 1800s. What has changed significantly is the way that it is done.
A hundred years ago, milling required a lot of manual labor. But now Computer Numerical Control (CNC) technologies do most of the work. Generally speaking, once the tooling is set up, CNC machining technology offers complete automation free from human error in most cases. This has improved the speed of operations and the complexity of the parts handled.
When planning a CNC machining project, it’s important to ask the question – how much does CNC machining cost?
This article explores the various factors affecting CNC milling costs.
What is CNC Milling?
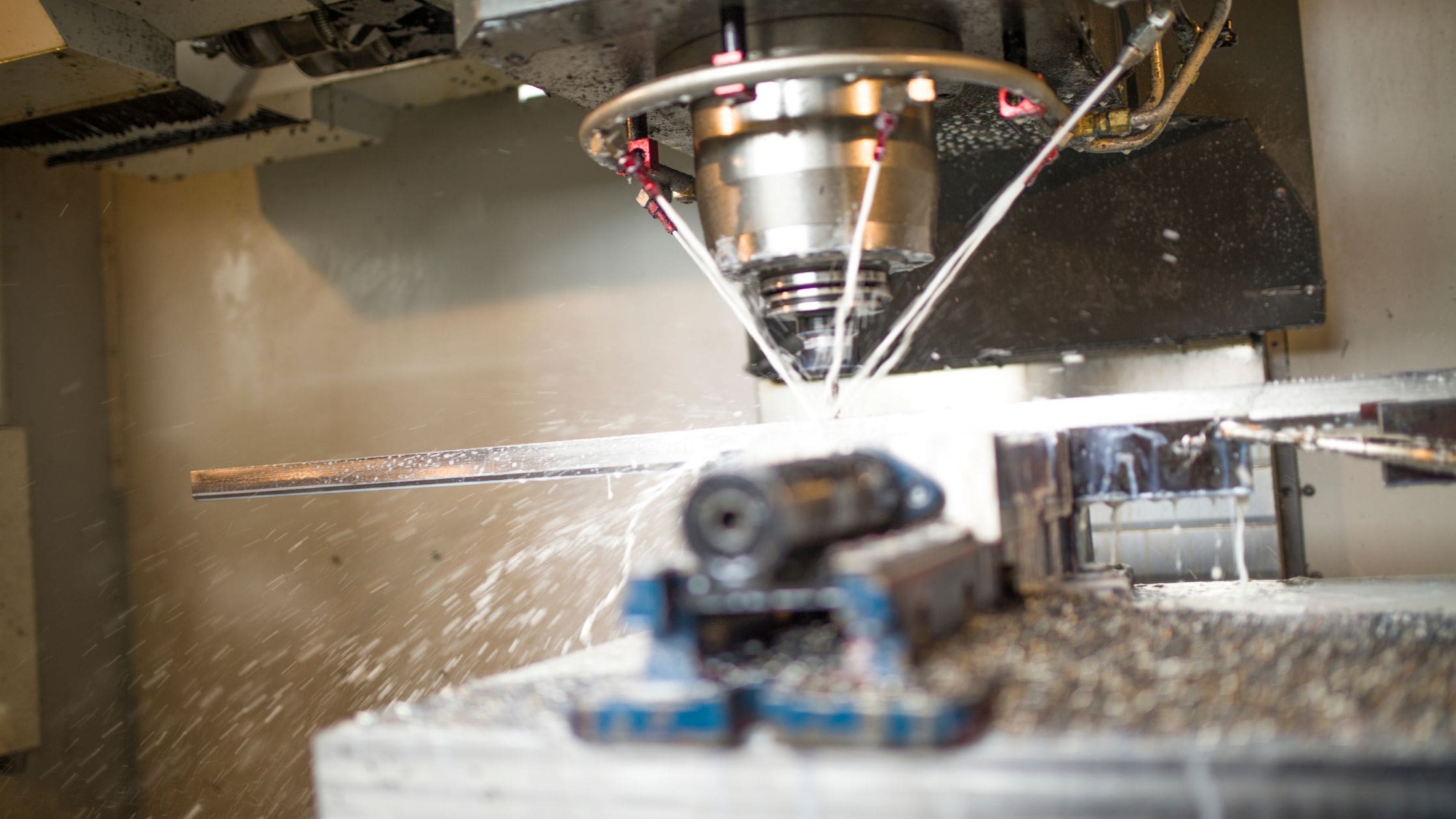
Computer Numerical Control (CNC) milling is a subtractive manufacturing technology where a rotary cutter removes material from a metal block or bar by advancing into the workpiece.
During this subtractive process, the cutting tool gradually removes material until the workpiece looks like the intended part/component. The cutter’s speed, pressure, and direction can be adjusted for different effects.
The term CNC milling is often used synonymously with CNC machining. However, CNC machining can include many other processes, such as CNC drilling and EDM cutting. And CNC turning machines are also used.
Since CNC machining and CNC milling have similar factors affecting their cost, we will use both terms interchangeably.
What are the Factors That Affect the Cost of CNC Milling and Machining?
The various factors that affect the overall cost of CNC milling are outlined below:
Machine Size
CNC machines come in different sizes to manufacture small and large parts. More sophisticated CNC machines are needed to produce larger parts/components, and a suitable machine costs more than one for CNC machining small components.
Cutting Tolerances
A tighter tolerance results in greater accuracy in the final product. However, a top-quality machine that can cut with precision to tighter tolerances as part of the manufacturing process will cost more. Therefore, requiring tight tolerances increases the CNC machining cost for a project.
Number of Axes
The number of axes dictates the complexity of the parts that CNC machining can create. Although using multi-axis machining offers more manufacturing freedom and capabilities, using 5-axis and 6-axis machines significantly increases the price of a project.
Milling Time
Machines that manufacture parts faster require special robotics in the CNC mechanism. Therefore, start-up costs are higher. But modern CNC machining uses high-speed robots that can produce a high volume of products in a short time. So the overall CNC machining cost is lower due to better utilization of time.
Type of CNC Machine/Mill
There are many types of CNC mills, such as bed, box, C-shape, and gantry mills. Different types of mills can affect the overall cost of CNC machining operations. A simple design and geometry will reduce costs.
Part geometry
This refers to the dimensions of a part. The larger a part is, the more material it will require to be manufactured hence the more expensive it will be. Complex and very detailed parts also increase costs significantly. This is because of the multiple processes that will be needed to be employed as compared to simpler parts.
Designing unnecessarily expensive parts in the design phase of a machine is very easy and thus is advised to consult a knowledgeable manufacturer at the time to enable you to come up with a functional yet efficient part to manufacture.
Quantity of parts
The number of parts ordered for a machine influences the overall cost. This is because large orders are expensive, however the higher the number of parts the lower the cost of each additional unit.
This means large orders increase the final cost of the part but reduce the cost per unit. The turnaround time for the parts is also important in determining cost as a part to be shipped in a number of weeks will be more affordable than that to be shipped in two to three days.
Production Cycles
Higher production volumes lead to a lower cost per part manufactured by a CNC machine because the cost of equipment and tooling are divided among a large number of parts.
Labor Costs
The purpose of CNC machining is to eliminate the labor cost in manual processes like turning, moving, or operating the cutters. However, there are still some labor costs in changing tools, setting up the workpiece, and, most importantly, the operator’s salary.
If a part is difficult, more complex and requires the expertise of more highly and trained machinists the cost of production goes up.
These extra skills and experience come at a cost because they are mainly obtained from on-the-job experiences and not formal education. The more labor intensive the production of a part is the higher its pricing will be.
Tooling
The price of tooling can be a significant portion of CNC machining projects. Whenever the dimensions or shape of the CNC machined parts need to be changed, it will require changing the tools used for production.
While some tools, such as dies and clamps, can be reused repeatedly, there are also consumables, such as cutting tools.
Lead Time
A manufacturer with all the tools and raw materials available for production will be faster and offer shorter lead times. However, when parts require ordering or special tooling is needed, lead times may be much longer.
Longer lead times lead to wastage of resources and a higher overall cost because the manufacturer still has to pay labor costs for longer or shorter lead times.
Raw Material Cost
The cost of raw materials is a major factor in any CNC machining project. While these costs cannot be eliminated, optimization is possible.
For example, a better CAD file design can lead to better utilization of materials, reducing material costs. Also, using tighter tolerances leads to lower rejections, eliminates considerable waste, and reduces material costs.
Besides the amount, the type of raw material is also an important factor that affects raw material costs. For example, plastics are cheaper than metals.
For CNC machining, the material cost is compared based on standard sheet sizes of 6″ x 6″ x 1″. Here is a comparison of some common materials per standard size:
Stainless Steel 304: $90
Aluminum 7075: $80
Aluminum 6061: $25
Nylon 6: $30
Delrin: $27
ABS: $17
Power
CNC milling machines run on electricity, and the power consumed is significant due to large capacity servo motors operating in the machines. Therefore, the cost of electricity also affects CNC machining costs.
Custom CNC Machining
In many cases, CNC machining custom parts can require non-standard tools, custom materials or sizes, or specialist CNC milling machines. For these projects, the pricing can be significantly more.
How Much Does It Cost to Get Something CNC Milled?
CNC machining & milling costs vary significantly due to the factors already mentioned. Therefore, when quoting for a CNC machining project, every company will ask about your requirements, specifications, materials, etc.
Let’s start by answering a common question: how much does CNC machining cost per hour? The average cost per hour for 3-axis CNC machining is around $40. The operator salary of CNC milling machines can range from $30 to $50 per hour. Therefore, the total cost of CNC services, in this case, would be around $80 per hour.
Higher quality and more sophisticated CNC machines cost more. For example, an hourly rate of $200 is standard for 5-axis CNC machining.
Tips to Reduce CNC Milling (Machining) Costs
Apart from the initial CNC machine cost, other elements, such as the cost of raw materials and electricity, need to be considered. However, there are some tips you can implement to make the total cost significantly cheaper.
Avoid Deep Pockets
Deep pockets are situations where an extended tool reach is required to create deep cavities in the workpiece. Deep pockets using CNC milling machines lead to various problems, such as tool breaking, faster tool wear, tool chatter, tool deflection, wall chatter, coolant delivery, chip retrieval, and more.
All these problems lead to more frequent replacement of tools and breakage of workpieces, significantly affecting the cost. Therefore, avoiding deep pockets is a great way to help reduce costs.
Reduce the Use of Tight Tolerances
This refers to how close the physical part needs to be to the design submitted. It is usually measured in hundredths or thousandths of an inch.
Unnecessarily tight tolerances on a part increase the overall cost due to its complexity and demand. Tight tolerances require a slower milling operation. Not only that, but they also need a higher quality CNC machine. This leads to additional equipment costs and higher labor costs since the operator’s salary will be more due to long hours.
Therefore, if the project allows it, widen the range of acceptable machining tolerance. This can lead to faster milling and reduce CNC machining costs.
3erp typical tolerance accuracy ranges from +/-0.02mm to 0.1mm, depending on customer’s requirement.
Avoiding Multiple Finishes
A high post-processing finish will require CNC machines to spend a long time on the product to create higher quality edges. This leads to added machine costs, labor costs, and more wear on the tools. Therefore, avoiding multiple product finishes is a good idea.
Many products go through secondary finishing processes that lead to additional completion costs. Using the final CNC milled product as the finished product is a cheaper option.
Additional treatments and finishing processes include heat treatments, specialized coatings, anodizing, surface finishing and specialty machine operations. These treatments should, however, be evaluated for necessity and value before carrying them out.
Optimization of Design
CAM blueprints create the basis for the design of the finished products. CAM programming blueprints are then converted to CAD designs, and the program file uploaded to the machine gives instructions on how to cut parts.
Optimizing the design will lead to machines taking the shortest routes and cutting the minimum amount of material required to create the final product. This leads to better utilization of time and raw materials.
Inaccurate and incomplete CAD drawings may end up becoming very costly in the production of parts. This is because incorrect information on the models may lead to manufacturing a part twice just to get exactly what it is you wanted because your drawings did not initially communicate that effectively. Consulting an experienced machinist or engineer during the design phase may add initial cost to the project but will save much more in the long run.
This is especially the case for large production runs. Investing more in the design process planning is recommended to save CNC machining costs in the long run.
Limiting Length of Threads
Some manufacturers favor longer threads for more strength when milling screws and bolts. But the extra length is unnecessary in many cases, and a shorter thread will suffice.
Longer threads lead to a longer CNC process, material cost, and resource wastage without any added benefit. Therefore, limit the thread length to what is necessary for optimal strength.
Reducing Design Complexity
High design complexity leads to high design costs and higher CNC machining costs. In most cases, a complex design will require CNC milling machines with more axes, which can double or triple the total cost.
Most complex designs can be divided into two or several simpler designs and then milled by 3-axis CNC machines. Assembly of these simple designs can create a complex product. By doing this, the CNC machining cost can be reduced significantly.
Increasing Production Volume
One of the best and easiest ways to reduce CNC machining costs is to increase the production volume. When the volume increases, the fixed costs of the process are divided across a high number of CNC machined parts. This leads to a vast reduction in the manufacturing cost per part.
One of the major factors that benefit from large production runs is the resulting reduced design costs for parts made by CNC machines. One design blueprint will be utilized for producing 100, 1000, or 10,000 parts. This results in a lower machining cost per product.
Eliminating Sharp Edges
Sharp edges and 90-degree corners are more time-consuming for CNC routers. This is because a CNC router goes to the edge, stops, turns 90 degrees, and then starts over again.
A better way to utilize the time of CNC machines is to use rounded edges and corners. With rounded corners, the machine can create the edge without stopping.
Avoiding Thin Walls
In most cases, it is a good idea to avoid any need to mill thin walls because they require extra care in the CNC machining process. Thin walls are delicate and can break due to the force or vibration of the CNC lathe.
Therefore, to mill thin walls, a CNC machine must cut slowly, leading to added time and cost. Even with extreme care, there is a possibility that the thin wall may break, leading to a higher rejection rate.
Replacing a thin wall with a thicker one may increase the material cost fractionally, but doing so will significantly reduce the CNC machining costs.
Using Cheaper Materials
As we noticed in the materials cost list, stainless steel 304 block costs $90 while a block of ABS plastic costs just $17. This means that a stainless steel part will be at least $73 more expensive than its plastic counterpart based on the choice of material alone.
For this reason, it is advisable to switch to cheaper plastic components for your production wherever possible. Plastics such as Delrin can provide more than sufficient strength required for most cases, providing the most value for money.
Outsource to a Trusted Manufacturer
There are many options when it comes to CNC machining companies. However, not every machine shop is the same. A good one will not be the cheapest, but it will provide you with the best value for money and results.
Many machine shops offer a lower milling cost per part but compensate for it by reducing the quality of the operation. Therefore, while they sound like a good deal at first, you may regret it later when you receive the parts and find them of unacceptable quality.
To solve the price vs. quality issue, find a trusted manufacturer that can deliver the quality and price you need.
Best CNC Milling Shops
3ERP provides one of the best CNC machining services for various applications. We are one of the leading parts manufacturers in the world, with expertise in services such as CNC milling, CNC turning, CNC drilling, precision machining, and more.
With 3ERP, you can find a one-stop solution to all your manufacturing requirements, whether a prototype or mass production of parts. Tell us what you need, and we will respond with a quote within 24 hours. For manufacturing, there are many options, such as multi-axis machines offering incremental improvements in quality for intricate parts.
Our high-quality manufacturing process is incredibly fast, using the most advanced CNC machinery in the world. And the typical lead time is less than seven days.
Conclusion
CNC machining is expensive due to the complexity of equipment and the machine operator’s salary. However, once you get the hang of the process, optimization of cost is quite easy. With an optimized process, the costs and quality of CNC machining are impossible to beat.
To utilize time and resources, most manufacturers choose to outsource their CNC machining process to a third-party company such as 3ERP, which already bears the most significant cost by investing in the most hi-tech multi-axis machines.
What’s the best material to use for CNC machining?
No single material is the best for CNC machining because the choice of material depends on the particular application. Plastics are cheaper, while metals are best for high-strength applications.