
Sheet metal fabrication is a valuable prototyping and production method for making robust functional parts like panels, brackets, and enclosures.
However, unlike other manufacturing techniques, sheet metal fabrication actually comprises many different processes, all of which manipulate the sheet metal in different ways. These different processes may involve cutting the sheet metal, shaping it, or joining different pieces of it together.
This guides look at the main sheet metal fabrication processes and explains how they work and what they are used for.
What is sheet metal fabrication?
Sheet metal fabrication is a set of manufacturing processes for turning sheet metal into functional parts. For this guide, we have divided the processes into three categories: cutting, deformation, and assembly.
Common sheet metals include steel, stainless steel, aluminum, zinc, and copper, and these materials usually come in gauges between 0.006 and 0.25 inches (0.015 and 0.635 centimeters) thick. Thinner gauges are more malleable, while thicker ones may be more suitable for heavy-duty parts with strenuous applications.
For partially flat or hollow parts, sheet metal fabrication can be a cost-effective alternative to processes like casting and machining. The process is also quick and produces minimal material wastage.
Sheet metal fabrication is widely used for industrial and consumer parts and in specialist industries like automotive, aerospace, energy, and robotics.
Sheet metal fabrication: Cutting
One of the three main ways to manipulate sheet metal is to cut it. In this sense, sheet metal fabrication can be considered a subtractive manufacturing process (like CNC machining), because usable parts can be made by simply removing sections of material.
Manufacturers can cut sheet metal using a variety of different pieces of machinery, some of which are unique to sheet metal fabrication.
One of the key methods for cutting sheet metal cutting is laser cutting. A laser cutter uses a powerful laser intensified with a lens or mirror. It is a precise and energy-efficient machine suitable for thin or medium gauges of sheet metal but may struggle to penetrate the hardest materials.

These three cutting machines can be used on other materials besides sheet metals, but there are some techniques used solely for sheet metal fabrication.
The process of punching (sometimes called piercing), for example, creates precise holes in sheet metal using a punch and die. The sheet metal is placed between the two components, and the punch forces itself through the metal to reach the die. In the punching process, the punched circular pieces of removed material are turned into scrap, but these circular pieces can also be used as new workpieces: this is called blanking.
When creating many holes, similar equipment can be used for the perforation of the sheet metal.
Sheet metal fabrication: Deformation
Another major category of sheet metal fabrication processes is sheet metal deformation. This group of processes contains myriad ways to change and manipulate sheet metal without cutting into it.
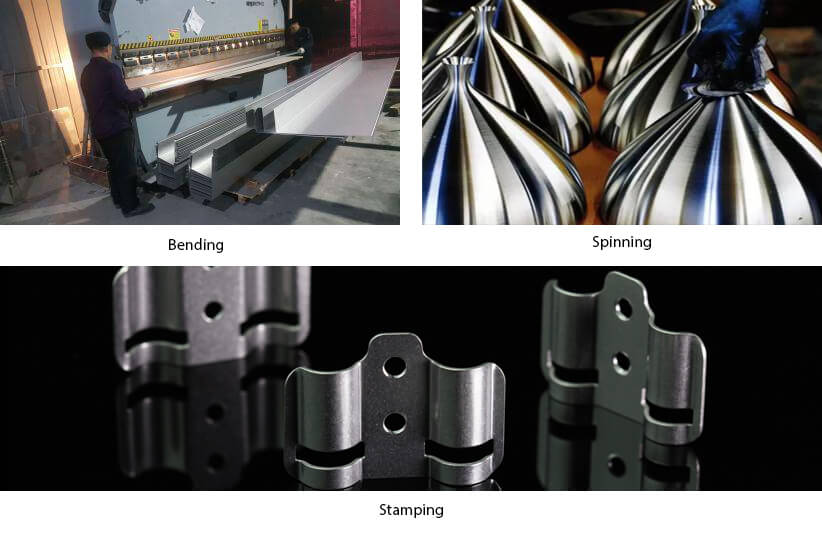
One of the main deformation processes is sheet metal bending. Using a machine called a brake, a sheet metal company can bend sheet metal into V shapes, U shapes, and channels to an angle of up to 120 degrees. Thinner gauges of sheet metal are easier to bend. It also possible to do the opposite: sheet metal manufacturers can remove the horizontal bend from strip-shaped pieces of sheet metal with the process of decambering.
The process of stamping is another deformation process, but it can also be thought of as a subcategory of its own. It involves the use of a hydraulic or mechanical stamping press equipped with a tool and die, and its operation is similar to punching — though the material does not necessarily have to be removed. Stamping can be used for specific tasks like curling, drawing, embossing, flanging, and hemming.
Spinning is a sheet metal fabrication process unlike other deformation techniques in that it uses a lathe to rotate sheet metal as it is pressed against a tool. The process looks similar to CNC turning or even pottery spinning, and it is useful for creating rounded sheet metal parts: cones, cylinders, etc.
Some processes sit halfway between cutting and deformation. For example, the process of sheet metal expanding involves cutting multiple slits in the metal then stretching the sheet open like an accordion.
Sheet metal fabrication: Assembly
Sheet metal cutting and deformation are two ways of forming sheet metal. A third way is assembly, either by using common fasteners or by other methods.
Although it is not always considered a fabrication process, the assembly of disparate components of sheet metal parts using fasteners bolts, screws, and rivets is an important part of the overall manufacturing process. Other sheet metal fabrication processes like punching may be carried out explicitly to make holes for rivets and other fasteners.
Sheet metal components may also be joined together using the process of welding, in which heat is applied to melt a section of the metal where it joins with another component. The melted metal of the two components fused to form a solid connection. Common sheet metals like stainless steel and aluminum have good weldability, although different metals may weld better with certain types of welding: arc, electron beam, resistance, etc.
Choosing the right sheet metal fabrication processes
If you’ve already designed sheet metal parts, chances are you have a good idea of the fabrication processes that will be used to realize the design. In fact, some CAD utilities like Autodesk Fusion 360 and Dassault Systemes Solidworks let you create features that correlate with physical sheet metal manufacturing processes like bending and stamping.
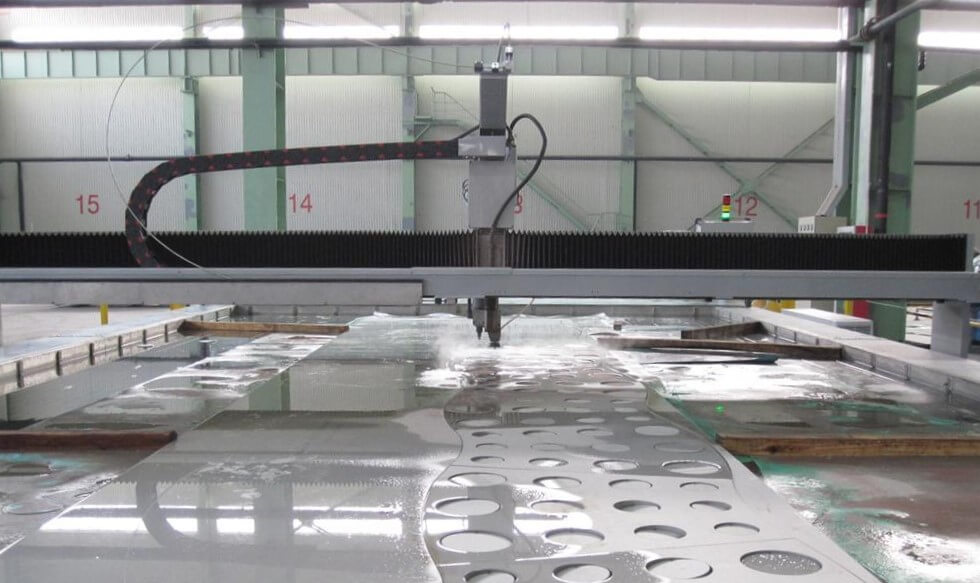
Regardless of your level of experience, the sheet metal experts at 3ERP can help you finalize your designs and choose between similar processes like laserjet cutting and water jet cutting.
Get in touch for a free sheet metal fabrication and prototyping quote today.