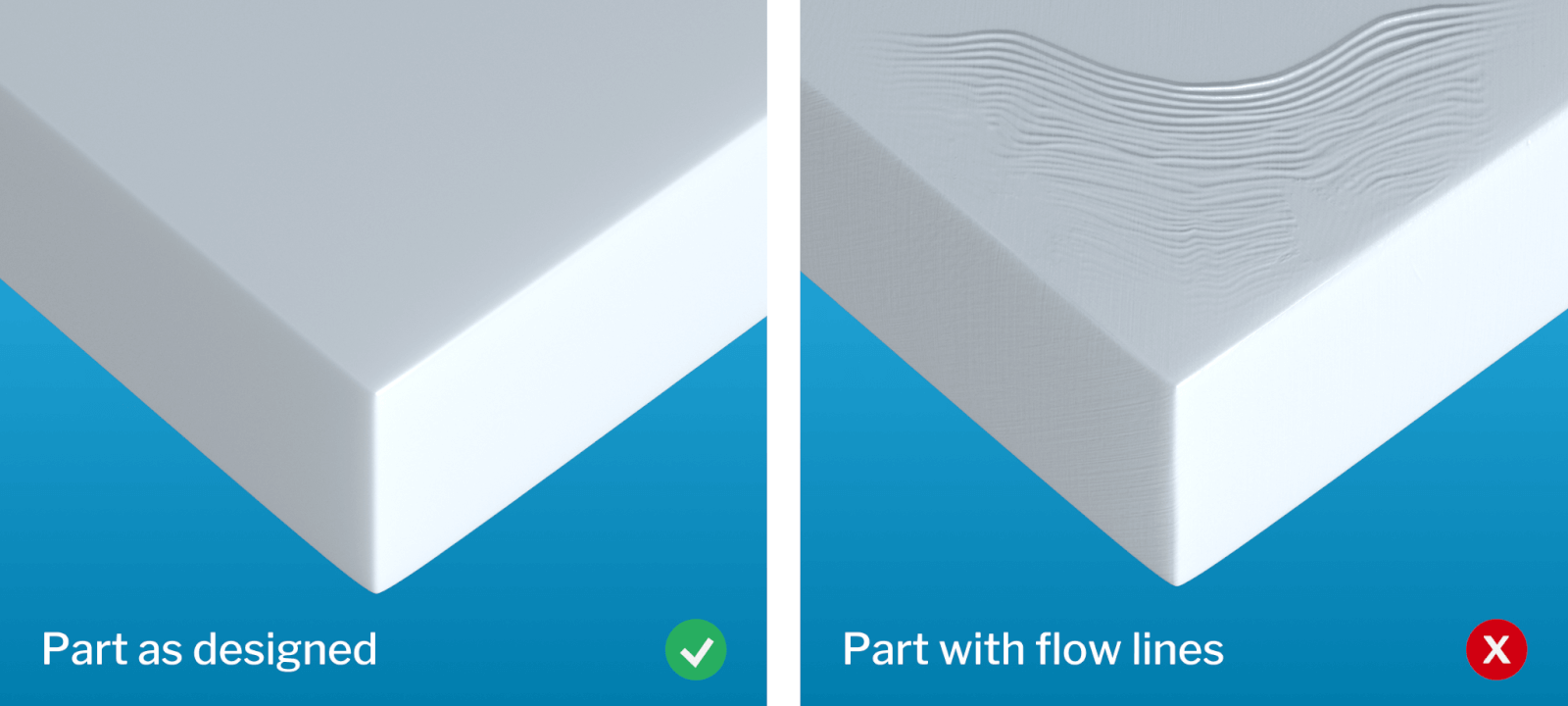

Flow lines or flow marks are a common visual defect in injection molding. Manifesting as wavy lines or streaks on the surface of the molding, flow lines generally occur when molten material flows unevenly and when some areas of the molding cool faster than others.
Although flow lines shouldn’t affect tolerance or the structural integrity of a molded part, they can be unsightly and may be unacceptable for visual parts with high aesthetic requirements.
This article goes over the basics of injection molding flow lines, looking at why they occur, how to prevent them with good mold design and molding practice, and how to minimize their appearance with post-processing treatments.
What are injection molding flow lines?
Flow lines in plastic injection molding are wavy lines, patterns, circles, or ripples on the surface of a molded part that are usually most prominent near the gates of the molding — where material into enters the mold cavity. They can look a bit like the grooves in a vinyl record.
One of the biggest challenges in injection molding is ensuring an even material flow so that the entire cavity gets filled and all areas of the molding cool at a similar rate to prevent warping. Flow lines typically appear when non-uniform cooling of the molten plastic has occurred within the mold. Molten material cools and hardens when it reaches a cavity wall, while the inner area of the stream of molten material keeps moving. This causes a ripple where the flowing material meets the prematurely solidified area against the wall. However, there are many potential causes of uneven cooling, from mold design to injection pressure to mold temperature.
Some researchers have noted that flow lines can actually be helpful for examining the behavior of material flow, since the lines indicate how the material has moved and cooled within the mold. E. Bociąga and T. Jaruga have noted that observation of flow lines “can be used to check how the cavity is filled” in a way that computer simulations alone cannot achieve.[1]
Preventing flow lines
Although flow lines are not one of the more serious injection molding defects, most manufacturers and customers would prefer not to see them. Fortunately, it is possible to tackle flow marks with improvements to the mold itself and to the injection molding process.
In most cases, adjustment of mold design and key parameters can be improved with injection molding simulation tools such as mold flow analysis.
Tooling improvements
Preventing injection molding defects starts with good mold design. Badly designed molds lead to poor material flow, which leads to imperfections like flow lines that reduce the value and function of the finished molding.
One aspect of mold design that can cause flow lines is uneven wall thickness. While it is advisable to maintain uniform wall thickness for many reasons — predictable cooling times, less warpage, prevention of sink marks, etc. — it can also prevent flow lines. This is because material in thin areas of the mold cavity will cool faster than material in thick areas, and uneven cooling causes flow lines.
Another aspect of mold design that can lead to flow lines is gate placement and gate type. Ideally, gates should be positioned to encourage even flow — in thicker areas, for example — preventing some parts of the material cooling faster than others. Using fan gates over other gate types can help to distribute material more evenly.
Proper mold venting can also help to reduce the severity of flow lines by allowing trapped air to escape and encouraging even flow.
Molding process improvements
Injection molding process conditions have a significant impact on flow line formation. The most important factors to consider during molding are the mold temperature, melt temperature, and injection pressure and speed.
Raising the temperature of the mold slightly can help to prevent flow lines, as it prevents the molten material from cooling immediately upon impact with the cavity walls. This can be achieved by reducing the flow of coolant to the mold.
The barrel and nozzle temperature can also impact flow lines. These temperatures are material-dependent, but flow may be improved and flow lines reduced by slightly raising the nozzle temperature above the current value.
One of the major causes of flow lines is insufficient injection pressure and speed. When low pressures are applied, the material enters the mold cavity slowly, and slower speeds allow sections of the material to cool before others, causing flow lines. Increased back and hold pressure will also help move material through the cavity, as will an increased nozzle diameter.
Minimizing the appearance of flow lines
While it is generally best to tackle the issue of flow lines at source — i.e. by improving material flow conditions — it is also possible to simply minimize their appearance by covering them up. This can be achieved via various post-processing and finishing techniques.
One way to minimize the appearance of flow marks is to add texturing to the mold itself. Flow lines are more visible on smooth surfaces, so adding a mottled or rough texture to the mold can prevent the unsightly marks. However, this will affect the function of the part and may not be appropriate depending on its end-use. One advantage of mold texturing is that it does not require treatment of each individual molding.
Post-processing techniques that can hide flow lines include painting and pad printing. Depending on the end-use of the part, it may be helpful to apply paint to one or more surfaces anyway, as only one color pigment can be added to the injection molding pellets prior to molding. Pad printing can be used to apply images or logos to a surface of the molding and can incidentally be used to cover up flow lines.
Another method for disguising flow lines is metallization, in which a thin metal coating is applied over the surface of the part. All these methods can help minimize the appearance of flow lines, though they also increase the cost of each unit.
Molding with 3ERP
3ERP has years of experience in injection molding and understands the parameters that can be adjusted to prevent flow lines, resulting in moldings with a high-quality appearance. Contact us for a free quote today.






