
Electrical discharge machining (EDM) is a non-conventional subtractive manufacturing process that excels at cutting through very hard materials.
Unlike ordinary machining, EDM can cut through metals without making contact. It does this by creating an electrical spark that erodes material from the metal workpiece. EDM isn’t suitable for all applications, but it is an essential weapon in the machinist’s arsenal.
There are a few variants of EDM, the main two being sinker EDM and wire EDM. This article looks at the differences between these two machining processes, noting typical applications for each.
What is electrical discharge machining?
Electrical discharge machining is a form of metal manufacturing. In some ways, it is a lot like traditional machining (in which a metal cutting tool removes sections of a workpiece) but in others it is highly unique.
The main difference between EDM and ordinary machining is that EDM does not require physical contact between the tool and the workpiece in order to make a cut. Instead, EDM uses an electric current to create sparks that are capable of eroding the workpiece. This has both advantages and disadvantages: electrical discharges can penetrate even very hard metals without significant part deformation, but the types of cuts possible are more limited and the process is more difficult to set up.
Due to the nature of the process, electrical discharge machining is used on electrically conductive metals, and it can cut through even very hard metals (hardened steel, tungsten, titanium, etc.) without creating damaging vibrations and chatter like an ordinary machine tool. This leads to a high level of precision and potentially very tight tolerances. That being said, the EDM process also causes erosion to the tool, so the tool must be carefully managed or regularly replaced.
Electrical discharge machining is typically grouped with other nonstandard machining processes like water jet cutting and laser cutting, although these three processes all work in very different ways.
The EDM process explained
Electrical discharge machining requires the use of an electrical discharge machine, a dielectric liquid, a tool, and a workpiece.
The process requires an electric voltage, which creates a series of current discharges between two electrodes. In this case, the two electrodes are the metal tool and the metal workpiece, which never make contact with each other and are separated by the dielectric liquid (typically hydrocarbon oil or deionized water). The space between the tool and workpiece is called the spark-gap and is precisely controlled by the machine.
During the EDM process, the voltage is increased by the operator, which causes dielectric break down of the liquid — meaning the liquid suddenly changes from an electrical insulator to an electrical conductor. This sudden change produces an electric arc in the narrow space between the tool and the workpiece, and this arc erodes material from both electrodes. Erosion of the workpiece is the end goal, but erosion of the tool must be carefully managed — by constantly replacing it with a new section of metal, for example.
The dielectric fluid has other functions beyond creating the electric arc. In between current discharges, the fluid carries metal debris (the equivalent of chips) away from the workpiece, and new fluid is added. This process is called flushing.
Different variations of EDM serve different purposes. This article looks at sinker EDM and wire EDM, while more niche variations like fast hole drilling EDM also exist.
What is sinker EDM?
Sinker electrical discharge machining, sometimes known as ram EDM, volume EDM, or cavity EDM, is a form of electrical discharge machining that may seem very far removed from conventional machining. The process shares some traits with molding and forming processes, and is sometimes referred to simply as die sinking — a reflection of its tenuous relationship with the process of machining.
The key difference between sinker EDM and wire EDM (the other main form of EDM) can be found in the tool and its movement. Sinker EDM is used to make complex-shaped cavities in the workpiece, and to do this the tool must take the form of a positive copy of the desired cavity. For instance, to create a pyramid-shaped cavity in the workpiece, a pyramid-shaped tool is used.
This is different to most machining processes, in which a fine cutting tool would move along three axes — side to side, back and forth, and downwards — to cut out the pyramid shape (as opposed to being itself pyramid-shaped).
In sinker EDM, the shaped tool (or die) is typically CNC machined from a material like graphite, copper, or tungsten, which adds time and cost to the process. (It can also be made using wire EDM.) Additionally, it is common practice to use both a roughing tool (to remove the bulk of material) and then a finishing tool (for finer detail).
During the sinker EDM process, the tool is slowly lowered (sunk) into the workpiece, eroding material and creating a cavity that matches the shape of the tool, maintaining a consistent spark-gap as it descends. Hundreds of thousands of sparks occur per second. The most common dielectric liquid for sinker EDM is hydrocarbon oil, although other fluids can also be used.
Applications of sinker EDM
Sinker EDM is used to create complex cavities and is therefore particularly useful for fabricating molds, dies, and other forms of tooling — especially from hard materials like tool steel. It is also better than other machining processes for creating sharp inside corners and deep ribs.
Common sinker EDM applications include:
- Rapid Tooling
- Mold making
- Injection molding molds
- Dies
- Fine details
- Sharp inside corners
- Deep and thin ribs
- Blind cavities
- Blind keyways
- Internal splines
- Threads
What is wire EDM?
Wire electrical discharge machining, sometimes known as wire cutting or wire-cut EDM, is a form of electrical discharge machining that resembles the process of cutting cheese with cheese wire. Unlike sinker EDM, wire EDM uses a thin strand of wire as a tool — though, as with all forms of EDM, there is no physical contact with the workpiece.
Wire EDM is capable of cutting very hard materials, and it is almost always used to cut all the way through the workpiece (with the length of the exposed wire being greater than the height of the workpiece). This is a major difference between wire EDM and sinker EDM, as sinker EDM is used to make cavities. With wire EDM, deionized water is typically used as the dielectric liquid, and the wire itself is typically made of brass.
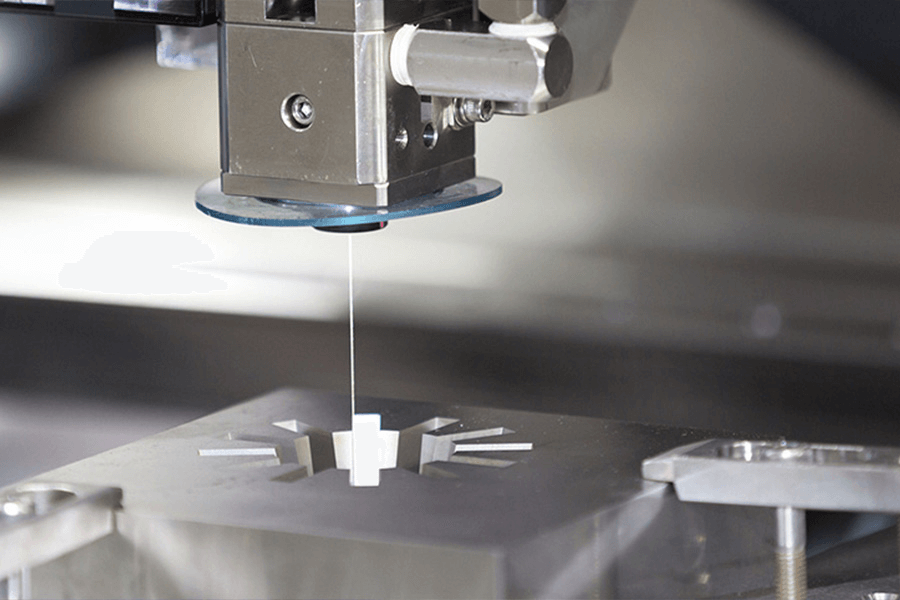
During the wire EDM process, a thin strand of metal wire is held between two diamond guides, one above the workpiece and one below, which are moved along the X and Y axes according to CNC instructions. (The upper guide may also make movements along other axes in order to make more complex cuts.) As with other EDM processes, current discharges cause sparks between the wire and the workpiece, causing the workpiece to erode.
Since sparks also cause erosion of the tool, the wire is constantly moved along using a supply spool, meaning that the exposed section of wire in the spark-gap is constantly refreshed. Used-up sections of the wire are ultimately disposed of.
During wire EDM, it possible to use very thin gauges of wire (diameters as small as 20 microns) which can achieve very fine cuts in the workpiece. However, as with sinker EDM, it is common practice to carry out roughing first, followed by finishing cuts.
Applications of wire EDM
Wire EDM is typically used over traditional machining processes to cut very thick plates of hard metal. It is a popular process for the production of punches, tools, and dies. Wire EDM does not lead to part deformation and produces a good surface finish.
Common wire EDM applications include:
- Thick plates
- Extrusion dies
- Blanking punches
- Automotive and aerospace parts
- Tight-tolerance parts
- Medical and dental devices
- Parts where burrs are unacceptable
- Thin parts that could break during conventional machining
- Graphite electrodes for sinker EDM
Quick comparison of sinker EDM and wire EDM
Sinker EDM | Wire EDM |
Shaped tool sunk into workpiece from above | Thin wire cuts into workpiece from side |
Movement principally along Z axis | Movement principally along X and Y axes |
Tool usually made of graphite | Wire usually made of brass |
Dielectric liquid usually hydrocarbon oil | Dielectric liquid usually deionized water |
Ideal for tooling, molds, dies | Ideal for tooling, punches, dies |
3ERP is a prototyping and low-volume manufacturing specialist with expertise in all forms of machining. Get a free quote on your next EDM order.




