Electrical discharge machining (EDM), sometimes called “spark machining,” is one of the most useful and unique tools in the machinist’s arsenal. Instead of deploying a sharp cutting tool, the process uses sparks to cut through material, opening up new manufacturing possibilities.
But it’s not always easy to identify when EDM should be used. In fact, some engineers may be so used to CNC machining technology that they do not even consider the possibility of using EDM for their parts or prototypes — even when EDM could massively improve the quality of the end product or reduce the overall project cost.
This article attempts to provide a quick introduction to EDM by discussing seven specific situations in which electrical discharge machining may be preferable to conventional machining.
What is EDM?
EDM is a manufacturing and prototyping process for metal parts. An EDM machine is similar in construction to a CNC machine, with the important distinction that EDM uses electrical discharges (sparks) to cut through the metal material instead of a sharp cutting tool.
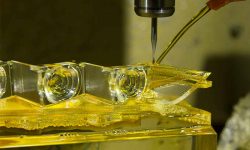
So how do you control a spark to make it cut through metal? In the EDM process, a soft metal or graphite tool acts as one of two electrodes, while the conductive metal workpiece acts as the other. The machine applies voltage while both the tool and the workpiece are immersed in a dielectric liquid. This setup causes dielectric breakdown of the liquid which creates an electric arc powerful enough to remove material from the workpiece. The debris is then flushed away by replacing the liquid dielectric.
There are two main types of electrical discharge machining:
Sinker EDM uses a metal die as an electrode and is useful for creating complex shapes, since the die is preformed into a specific shape.
Wire EDM uses a taut wire and is useful for cutting thick plates and especially hard metals.
Advantages of EDM over traditional machining include:
- Ability to penetrate very hard metals
- Ability to machine complex shapes
- Reduction of distortion on fine features
It’s not suitable for all jobs though. As well as being unsuitable for plastics, EDM is much slower than conventional machining, making CNC better in most situations.
Here are seven specific engineering situations in which EDM can produce better results than a conventional CNC machine:
When sharp internal corners are needed
EDM, especially wire EDM, comes into its own when machining sharp internal corners, as long as the correct wire type, tension, and feed conditions are selected.
When using a conventional CNC machine, a sharp or square internal corner is hard to achieve, since cutting tools are typically round and therefore leave rounded (radius) corners in the workpiece. There are workarounds to this problem, such as square end mills and one-sided undercuts, but machinists often accept the necessity of rounded internal corners.
Although the wire used in wire EDM is also round, it is so much finer than a CNC cutting tool that it can create virtually square internal corners. Using wire EDM, the corner radius can be reduced to as little as 0.005 inches.
When very deep cuts are required
When using a conventional CNC machine, the milling of deep cuts and cavities requires a long cutting tool. However, tools with a high length:diameter ratio can cause chatter — excessive vibration of the tool — and result in poor-quality machining.
EDM offers a solution for very deep cuts, since it is not susceptible to chatter. In most cases, EDM can comfortably make holes with a length:diameter ratio up to 20:1, but this ratio can be as extreme as 100:1 in certain situations.
When the workpiece material is very hard
One of the principal uses of EDM is machining items like dies, molds, and even machine cutting tools themselves. These items are often made from exceptionally hard materials like hardened steel or tungsten carbide, which are very difficult to penetrate with a cutting tool.
An advantage of EDM is that the hardness of these metals does not greatly affect the machine’s ability to meet tight tolerances.
Other metals that can be cut with EDM include Hastelloy (a nickel-molybdenum alloy), titanium, and Inconel alloys.
When parts require a mirror finish
EDM typically produces parts with a surface finish consisting of craters or pock marks. However, by tightly controlling certain parameters, the process can produce an exceptional mirror-like surface finish without the need for polishing.
Importantly, EDM does not produce a directional surface with “lay” like conventional machining does.
And by EDM machining very slowly with low power, it is possible to dramatically reduce the size of the craters or pock marks. It is ultimately possible to create a very smooth surface finish of around 5 RMS (4 micro-inches Ra).
Another way to create a mirror-like finish is to introduce fine abrasive powder into the dielectric liquid, which produces an effect similar to sandblasting, but while the machining is taking place instead of afterwards.
When manufacturing around the clock
Although this is more of a manufacturer’s concern than an engineer’s, EDM offers important possibilities when it comes to automation and unattended or “lights-out” manufacturing.
Since EDM is more predictable than conventional machining and less susceptible to errors interruptions, it is possible to automate an EDM machine and leave it running round the clock with minimal supervision.
If the manufacturer can automate the loading and unloading of workpieces (and electrodes), it can create a highly efficient and automated manufacturing workflow.
When making a mold
EDM is sometimes preferable to CNC machining when mold making, partly because of its ability to accurately cut through hard metals like tool steel. Sometimes a CNC mill or die sinker EDM is used first, before wire EDM is used for detail or the deepest cuts.
Many injection molding companies use a combination of CNC machining and EDM, choosing between them depending on the job.
When tight tolerances are required
Precision machining is made easier with the use of EDM, since it can achieve very tight tolerances. Importantly, the workpiece is unlikely to suffer deformation from EDM, since there is no physical contact.
With multiple passes, EDM can achieve tolerances as tight as +/- 0.0002”. However, cutting speeds need to be reduced significantly to ensure the highest level of precision.
3ERP is a prototyping specialist with years of experience using electrical discharge machining and other processes. Request a free precision machining quote for your next project.