
As the connecting zone between runners and the mold cavity, gates play a vitally important role in the process of injection molding.
Gates — both their style and where they are placed — can affect overall cycle times, the cost of tooling, and the cosmetic finish of a molded part. Because of this, it is important to know how to use gates before starting an injection molding project.
This article looks at six of the most common gate types used in injection molding: edge gates, tab gates, direct/sprue gates, hot tip gates, pin gates, and sub gates. It looks at the properties of these unique gate styles and offers suggestions for when they can best be utilized.
What is a gate?
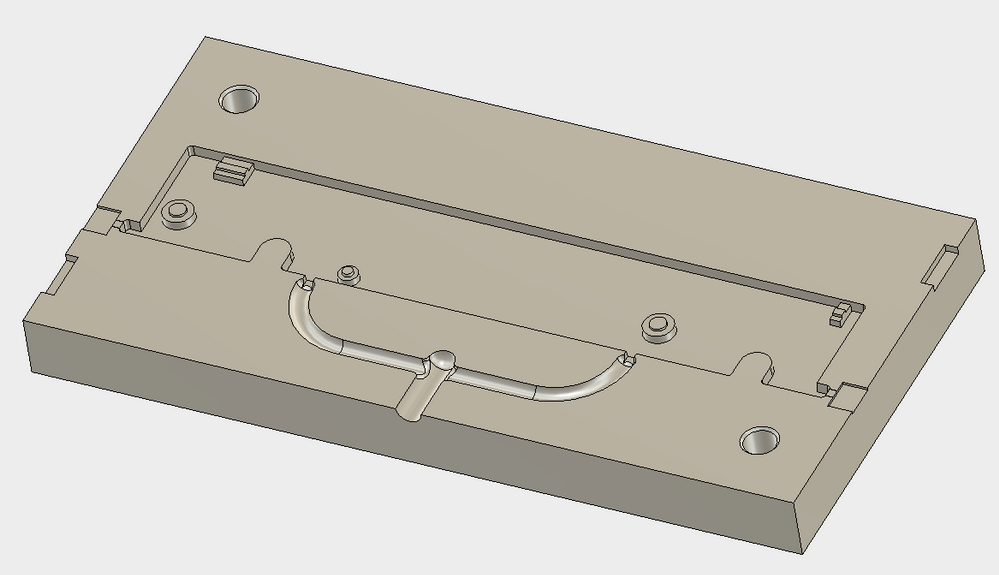
Injection molding involves forcing molten plastic material into a mold cavity, where the material solidifies to form a part. During this process, the molten plastic travels through channels called sprues and runners until it reaches a gate, an opening that allows the plastic to enter the mold cavity.
Not all gates are the same. Gates can be located at various points around the mold cavity, depending on the part and material, and they can take different forms: some are wide, some are narrow; some are tapered, some maintain a consistent diameter.
The injected molten plastic solidifies inside the mold cavity to form the part, but plastic also solidifies at the gate, which leaves a solid protrusion sticking out of the part. The gate must therefore be trimmed — a process called degating — either automatically (by the injection molding machine) or manually once the part has been ejected.
Why does gate type and gate placement matter?
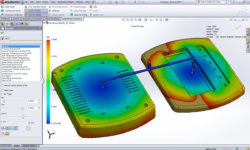
Gate placement determines the location at which material enters the mold cavity, and gate style can affect the force, angle, and temperature at which material can flow. This in turn has a big impact on how the part turns out.
The importance of gates can be seen, for example, when the gate size is too small. Undersized gates cause a buildup of material pressure, causing the material to be squeezed into the cavity too quickly in a motion called jetting. Jetting can result in waved imperfections around the gate.
The importance of gate placement is even easier to discern. First and foremost, gates leave behind a blemish where they have been removed, so placing a gate on a visible area of the part can result in cosmetic issues.
Gates also need to be located at a safe distance from pins and cores, and ideally near thick-walled areas to facilitate flow and prevent defects like weld marks.
Gate placement tips:
- Keep away from cores and pins
- Allow space for degating
- Minimize flow path length
- Use multiple gates if necessary
Manual trim gates
These three gate types need to be removed manually after the part has been ejected from the mold.
Edge gate
The edge gate is the most common gate type in injection molding. It is placed along the edge of the part, leaving a visible mark at the parting line.
Edge gates are suitable for:
- Flat parts
- Medium or thick sections
Tab gate
The tab gate is another common gate style that contains an auxiliary tab section where shear stress can safely be absorbed without affecting the quality of the part.
Tab gates are suitable for:
- Thin and flat parts
- Materials like PC, ABS, and acrylic
Direct/sprue gate
The direct gate, sometimes known as the sprue gate, can almost be thought of as the absence of a gate: the sprue carries material directly into the mold cavity. Direct gates are easy to implement but produce high tensile stress around the gate.
Direct gates are suitable for:
- Single-cavity molds
- Non-aesthetic parts
Automatic trim gates
These three gate types are designed to be removed automatically by the injection molding machine as it ejects the finished part from the mold.
Hot tip gate
The hot tip gate is a gate style exclusively used with a hot runner system: an injection molding setup with a heated nozzle. A hot tip gate is usually found at the top of a part instead of the parting line; it leaves a small nub on the surface.
Hot tip gates are suitable for:
- Round and conical shaped parts
- Hot runner systems
Pin gate
The pin gate is a gate type that, unusually, is found on the B-side of the mold, where the ejector pins are located, making it more difficult to implement than other gate types. It is torn from the part when the mold cavity opens at the parting line.
Pin gates are suitable for:
- Some cosmetic parts that would be negatively impacted by other gate types
- Fast-flowing resins
- When multiple gates are required
Submarine gate
The submarine gate is an injection molding gate-type used in two-plate molds. It uses an angled and tapered channel that meets the cavity near the parting line, filling the cavity from underneath the parting line.
Submarine gates are suitable for:
- Hiding gate blemishes
3ERP is a injection molding service provider capable of handling all your prototyping and short-run production needs. Don’t hesitate to talk to us directly if you have questions about injection molding part design and gating.